
サーボプレスコントローラPFAをわかりやすく解説した動画です
PFAサーボプレスコントローラの詳細を知りたいときは?

PFAに繋がる機器に関する質問
Q 1:PFAとは?
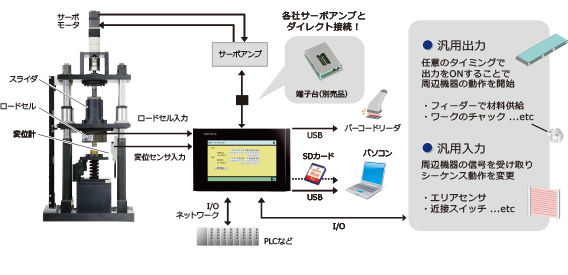
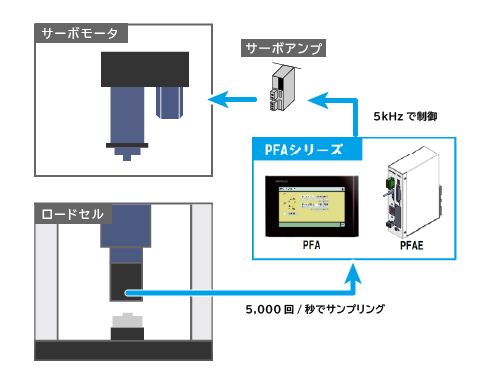
モータの制御、ワークの良否判定、工程監視、データ保存、周辺機器との連携を全て1台で行える万能型サーボプレスコントローラです。プレスシーケンスを簡単に作成できる点と、豊富な判定機能が内蔵されている点、ロードセルの荷重でフィードバック制御できる点が特徴になります。また、ねじりや引張方向の制御も行え、各種試験機用コントローラとしても活躍します。
制御盤内に収まる組込型のPFAもご用意しております。
Q 2:何が繋がるの?
サーボアンプ、ロードセル、トルク計、変位計、ロータリエンコーダ、バーコードリーダ、SDカード、PLC、PC、各種ボタンやランプ、近接スイッチなどが直接繋がります。
Q 3:接続できるサーボモータは?
パルス列で制御できるモータであればメーカを問わず接続可能です。小型から大型まで容量を問わず接続できます。通信で座標を指定して制御を行うモータは接続できません。
Q 4:配線は大変?
各社サーボアンプとダイレクト接続可能な専用端子台を販売しておりますので、簡略化されております。

Q 5:位置制御を座標で指定するタイプのモータと繋がる?
SSCNETやメカトロリンク、EtherCATなどで指令を受け取るタイプのモータとは繋がりません。
Q 6:油圧ポンプをサーボモータで動かす場合も対応できる?
バルブをどのように制御するのかにもよりますが、PFAでも対応可能です。ただし、バルブの制御方法によっては特注によるご提案となることがあります。油圧ポンプ特有の前進と後進時のリードが違う点や、常に位置を保持しておかないとリークによりシリンダが下がってしまう点などを対策したソフトをご用意しております。
Q 7:変位計は何が繋がるの?
出力が±10V、もしくはパルスのラインドライバのタイプであれば直接PFAに接続できます。位置制御にサーボモータの帰還パルス(フィードバックパルス)を利用する場合変位計は不要です。
PFAのラインドライバの最大入力周波数は1MHzです。
Q 8:ロードセルは何が繋がるの?
定格出力が±2mV/Vの範囲内のロードセルであれば直接PFAに接続可能です。また出力が±10Vのセンサも接続できます。
Q 9:トルク計は繋がるの?
PFAはねじり試験や曲げ試験、ネジ締めのトルク管理などねじり方向の制御も行えます。±10Vのアナログ出力が出せるユニパルスのUTMⅢは直接接続できるためお勧めです。
Q 10:バーコードリーダで何ができるの?
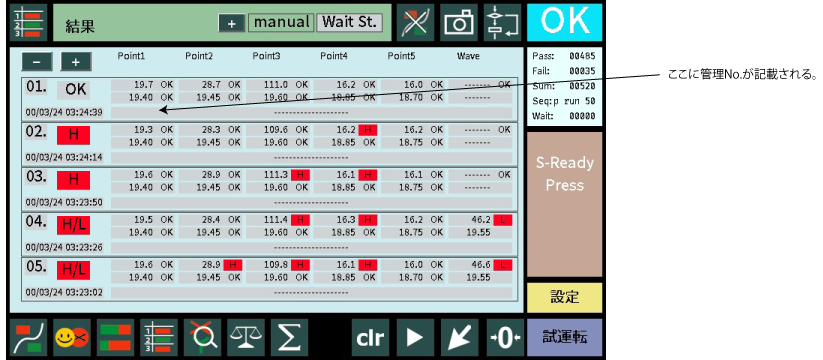
ワークにシリアルNo.や製造No.を割り当てている場合にその番号を読み取れます。読み取った番号は管理No.として測定結果に紐付け可能で、下記の図のように直近100回分の結果を確認する際や、SDカードのデータを検索する際などに活用できます。管理Noは英数字で64桁まで対応しています。また管理No.はバーコードリーダだけではなくインターフェイスで紐付けることも可能です。
Q 11:アナログモニタ出力とは?
アナログモニタ出力は、ロードセル出力信号を増幅しローパスフィルタを通過後、外部へ出力する端子です。電圧入力タイプのレコーダ等に接続し簡易的な波形観測や記録をするのに便利です。
出力レベルはロードセル入力1mV/Vあたり約2Vです。
ゼロ較正やスパン較正、デジタルゼロは反映されず、PFAの表示値とは一致しません。
Q 12:上位との通信は?
オプションでCC-Link、DeviceNet、EtherNet/IP、Ethernetが選択できます。設定値の読み書きや、測定データのアップロードなどが行えます。
Q 13:PLCにPFAと同じ画面を表示出来ないの?
PFAには外部パネルに同じ画面を表示させる機能はございません。
Q 14:エリアセンサはどこに繋げばいいの?
安全系ですのでPFAを介さずに直接サーボアンプの動きを止めるように回路を組んで頂くことをお勧めします。
Q 15:汎用出力は何点ある?
最大7点です。ただし、EtherNet/IP、CC-Link、Ethernetオプションを選択した場合はさらに16ch拡張可能です。
Q 16:汎用入力は何点ある?
最大8点です。ただし、EtherNet/IP、CC-Link、Ethernetオプションを選択した場合はさらに16ch拡張可能です。
Q 17:卓上スタンドはついてくる?
別売品です。パネルに固定するためのガイドレールは付属品となります。
Q 18:軍手でもタッチパネルは反応する?
タッチパネルは抵抗膜式のため、軍手でもタッチパネルは反応します。
モータの動作に関しての質問
Q 19:PFA1台に対して複数のサーボモータを接続できる?
できません。1対1で制御を行います。
DINレールに取り付け複数台並べてもスペースを取らないPFAEをご用意しております。
Q 20:サーボモータの帰還パルスのみで位置制御をすることはできるの?
サーボモータ側の位置情報で制御することは可能です。ただし現在の仕様では制御と判定に関する位置情報は同じものを使用しています。つまり、判定に関する位置情報だけのために変位センサを接続して反映させることはできません。
Q 21:原点復帰の方法は?
複数ご用意しております。
また原点復帰を必要としないサーボモータもあります。
① 原点復帰のI/Oを入力した位置を原点として登録します。
② I/Oと連動し、ONもしくはOFFになるまでスライダを上昇もしくは下降させ原点を登録します。
③ ②の動作を終了後、動作を反転し最初のZ相を原点として登録します。
④ ②の動作を終了後、ワークNo.ごとに設定できるオフセットを反映し、原点を登録します。
⑤ スライダを上昇もしくは下降させ最初のモータのZ相を原点として登録します。
⑥ スライダを上昇、もしくは下降させトルクリミットがONするまで移動し、その後逆方向に駆動し最初のZ相、もしくはオフセットを反映し原点を登録します。
Q 22:原点位置だけでも通信やI/Oで受け取れないの?
モータによっては可能な場合がございますので、まずはご相談ください。電源立ち上げ時に原点情報だけサーボアンプから受け取り現在位置を把握後、パルス列でモータを制御します。
Q 23:原点復帰、サーボONなどをPLCから指令する事はできるの?
I/Oを配線し指令する方法、またはインターフェイスから指令する方法のいずれかで原点復帰やサーボONなどをさせることができます。
Q 24:外部からJOG運転できる?
外部からJOG運転を行いたい場合はI/Oの入力信号に「JOG+」、「JOG-」を割り当てて、外部から信号入力することでJOG運転が行えます。
Q 25:外部からSTEP運転できる?
外部からSTEP運転を行いたい場合はI/Oの入力信号に「STEP+」、「STEP-」を割り当てて、外部から信号入力することでステップ運転が行えます。
Q 26:ボタンを押さないとプレススタートできないようにして欲しい。
ボタンを押せば「シーケンス開始」のI/Oが入力されるように回路を組んでください。さらにPFAのタッチパネルの操作をデジタルI/Oの「タッチパネル操作禁止」で禁止にするとさらに安全です。FSSTOPはb接点のため、ボタン自体と連動はできません。
Q 27:FSSTOPとは?
PFAとサーボアンプ間のI/Oの1つで「モータパルス出力強制停止入力」です。短絡していないとPFAからJOG運転やシーケンス実行を行っても、サーボアンプへの指令パルスが出力されません。安全系としてご利用ください。
Q 28:モータの出力を制限することはできるの?(例:最大50Nまでしかプレス荷重をかけることができない設定など)
モータの出力そのものを制限することはできませんが、モータのトルクリミットを検知し、プレス動作を変更することは可能です。
Q 29:モータの電流制限以外にプレス荷重を制限する方法はある?
オーバーロードを設定することでオーバーロードを超える荷重を検出した瞬間にPFAからモータへの指令パルス出力を中断します。
シーケンス中だけではなく、JOG運転中、原点復帰、ホーム復帰中などにもオーバーロードを監視しております。
シーケンスに関しての質問
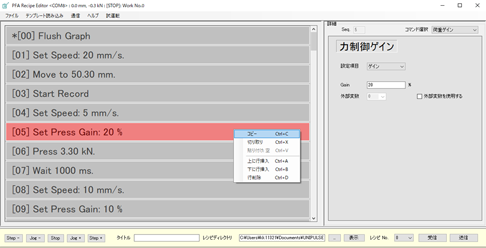
Q 30:パソコンでシーケンスは組める?
PC専用ソフトにてシーケンスを作成できます。
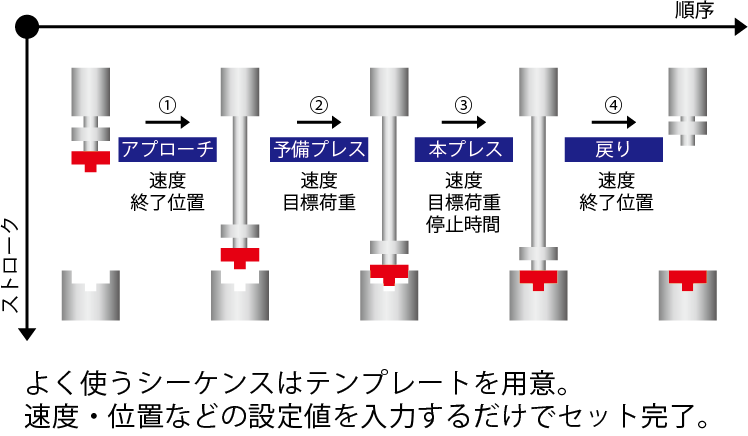
Q 31:シーケンスはどうやって組むの?
よく使われるプレスシーケンスはテンプレートをご用意しております。
用途に一番近いテンプレートを選択し、位置や荷重値を入力するだけでシーケンスが完成します。
また多彩なコマンドをシーケンスに付け加えていくことで複雑な制御でも簡単に作成することができます。
Q 32:力制御とキープ制御はロードセルやトルク計の値で制御している?
ロードセルやトルク計の値をフルクローズド制御しております。制御値はPFAのローパスフィルタや移動平均フィルタを通る前か後のどちらを使用するか選択できるため、応答性を重視するか、ノイズによる誤動作のリスクを減らすかをお好みでご使用いただけます。ただし、フィルタを重くしすぎると応答性が下がり、プレス荷重がオーバーシュートする可能性があります。
デフォルトではフィルタを通る前の値で制御しております。「設定」→「一覧」→「Filtered FB」を「YES」にすることでフィルタを通った後の値で制御を行います。

Q 33:力制御とキープの違いは?
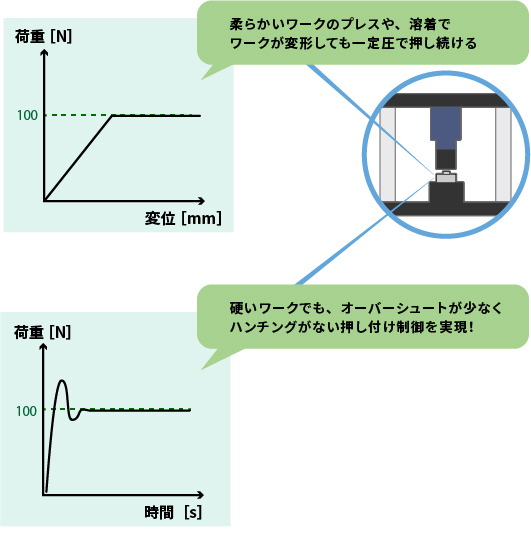
力制御は目標荷重に到達しインポジションの条件を満たした後は荷重を監視せず、次の行に移行します。キープはロードセルの荷重値で常にフィードバック制御を行い、設定した時間目標荷重を保持する制御です。キープを行う場合は力制御で目標荷重まで到達させ、その後キープのコマンドで目標荷重を維持する制御がおすすめです。
Q 34:押し付け制御は正確?
ロードセルの値を5,000回/秒のサンプリング速度で取り込み、 5kHzの応答性でフィードバック制御を行っているため、 従来のプレスシステムに比べ、高精度・高応答な押し付け制御が実現できます。
Q 35:キープ制御は最大何秒できる?
0msecと設定することで、キープし続けることができます。外部信号や、他の条件を設定し、キープを解除してください。
Q 36:相対力制御とは?
荷重の絶対値で制御を行うのではなく、行に到達した荷重から相対値で制御を行います。
例えば、「10mmに到達した際の荷重から追加で10Nプレスする。」などの制御が行えます。
Q 37:相対位置制御とは?
原点を0とした絶対位置で制御を行うのではなく、行に到達した位置から相対値で制御を行います。例えば、「5Nに到達してから10mm進む」などの制御が行えます。
Q 38:位置制御の「No feedback」とは?
相対位置制御にした場合のみ選択できます。帰還パルス(フィードバックパルス)を監視せず、オープンループで制御を行います。外部変位計を選択時において、変位計の有効ストローク外でも動作が可能になります。
Q 39:位置制御は何ステップまで入れられる?
PFAは1つのレシピでシーケンスを100行まで作成可能です。位置制御だけでは1行しか使いませんが、速度やゲインを指定する場合も1行ずつステップを使用するため、何ステップまで入れられるかはレシピ次第となります。
Q 40:「外部変数」とは?
位置制御、力制御、キープ制御、待機、速度、ゲインの制御目標値を上位のPLCなどから通信で変更することができます。外部変数は最大16ch割り当てることができます。
Q 41:位置制御中に荷重リミットを設けたい。
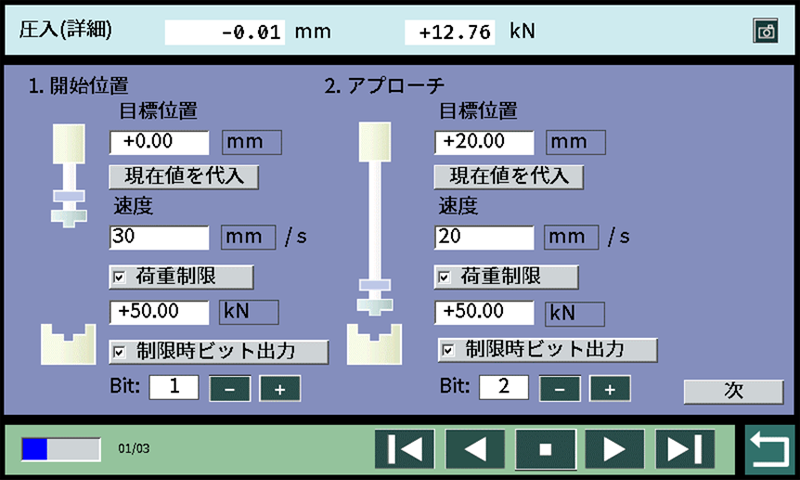
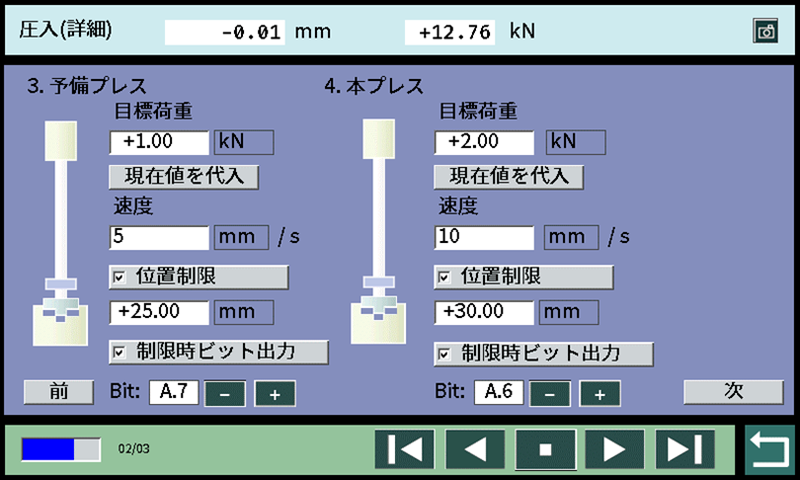
テンプレートの「圧入(詳細)」を選択して頂ければ、制限荷重を入力するだけで簡単に荷重リミットを入れることができます。
リミットに到達するとプレスを即座に停止し、I/Oを出力します。
またWatchというコマンドを使用すれば、位置制御中に特定の荷重値を越えれば位置制御を強制終了し、プレスを終了させることが出来ます。
Q 42:荷重制御中に位置リミットを設けたい。
テンプレートの「圧入(詳細)」を選択して頂ければ、制限位置を入力するだけで簡単に位置リミットを入れることができます。
リミットに到達するとプレスを即座に停止し、I/Oを出力します。
またWatchというコマンドを使用すれば、荷重制御中に特定の変位値を越えれば荷重制御を強制終了し、プレスを終了させることが出来ます。
Q 43:荷重(位置)制御中に時間リミットを設けたい。
荷重(位置)制御のコマンドにはタイムアウト時間を設定することが可能です。設定時間を越えても荷重(位置)制御が終わらなかった場合は指定した行にジャンプします。複数行に跨って時間リミットを設けたい場合はコマンドの「タイマー」を使用してください。
Q 44:シーケンス全体の時間リミットを設けたい。
コマンドの「タイマー」を使用することで、シーケンス全体や特定行などに時間リミットを設けることができます。
Q 45:シーケンス実行後、自動で他のシーケンスを実行したい。
コマンド「レシピ変更」を使用することで、異なるシーケンスの連続実行が行えます。試験機などで条件を変えての連続試験を行う場合などに有効です。ただし、選択できるレシピは同じBank内の16種類のレシピに限定されます。
Q 46:シーケンスを自動で任意の回数実行したい。
コマンド「カウンター」を使用することで、任意の回数シーケンスを自動で実行できます。
コマンド「レシピ変更」と組み合わせることで例えば、レシピNo.3を2回実行した後、レシピNo.10を5回実行などの動作もできます。
Q 47:プレス前にワークを受け取る動きは出来るの?
シーケンスに適切なコマンドを追加することで様々な動作が可能になります。
Q 48:レシピ(シーケンス)は何種類まで作れる?
最大で256種類設定できます。ただし、レシピのコピーや、コマンド「レシピ変更」で連動させることができるのは同じBankの16種類に限定されます。
コマンドに関しての質問
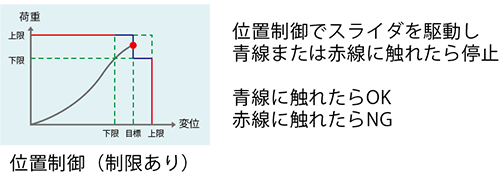
Q 49:コマンド「制限」とは?
位置制御に制限を加えることができます。
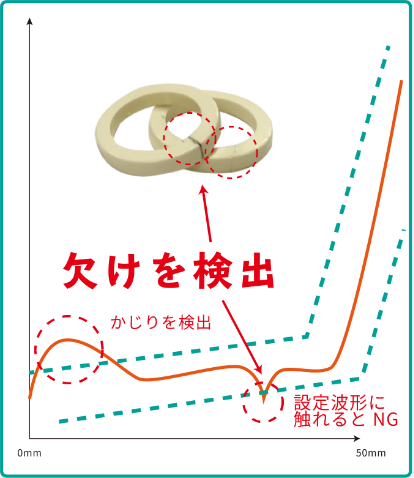
荷重と変位を監視し、制御中に下図の赤線に触れるような動作だった場合に指定行に分岐されます。
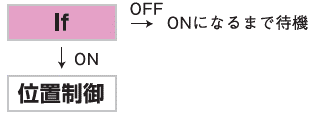
Q 50:コマンドの「If」とは?
I/Oやタイマー、カウンターの状態や変位値、荷重値によってシーケンスを停止させたり、分岐させたりすることができます。
例えば、ワークがセットされていることを確認してからプレスを行ったり、ワークの違いを認識して動作を変えたりすることが可能です。
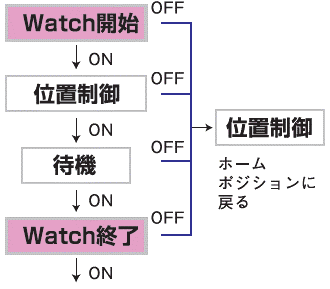
Q 51:コマンドの「Watch」とは?
I/Oやタイマー、カウンターの状態や変位値、荷重値によって現在のシーケンスを中断し、別の動作を行うことができます。
例えば、位置制御中に荷重のリミットを設定することや、エリアセンサが反応したら動作を止めるなどが可能です。
1回のシーケンス動作中に10回まで組み込むことができます。レシピに11個以上、もしくはシーケンスをループさせている場合でWatchのコマンドに11回到達した場合はそれ以降機能しなくなります。
Q 52:コマンドの「判定分岐」とは?
現在の変位値、荷重値の両方の値を監視し、OKならそのままシーケンスを続行、NGなら別のシーケンスを実行することが出来ます。良否判定のOK、NGには影響しません。あくまでシーケンスを分岐されるためだけのコマンドです。
良否判定も同時に行いたい場合は直前の行でサンプルホールドを行ってください。
Q 53:コマンド「タイマー」とは?
行に到達時にカウントダウンを始めるタイマーが3chあります。IfやWatchの条件に設定することで、秒数によって制御を分岐させることができます。1つのタイマーでも目標秒数を分けることで、複数の分岐に使用できます。
例:タイマー起動から5秒間はI/Oを出力し続ける、7秒後に位置制御開始、10秒後に位置制御が完了していなくても、力制御を開始する。
Q 54:コマンド「カウンター」とは?
行に到達した回数をカウントアップしていくカウンターが3chあります。IfやWatchの条件に設定することで、回数によって制御を分岐させることができます。1つのカウンターでも目標回数を分けることで、複数の分岐に使用できます。
例:位置制御による往復を5回繰り返すごとに2回力制御を行う。
Q 55:コマンド「X」、「Y」とは?
「X」は変位のゼロ較正、「Y」はゼロオフセットを行います。どちらも制御、計測に影響します。
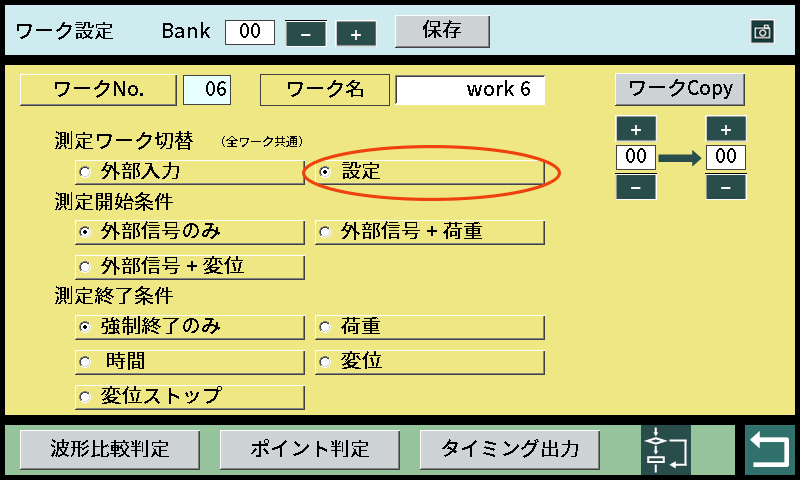
Q 56:コマンド「レシピ変更」とは?
行に到達時に指定したレシピへジャンプします。
PLCレスで複数試験を連続実行できます。
測定ワーク切替を「設定」にしている場合のみ有効です。また、選択できるレシピは同じBank内の16種類のレシピに限定されます。
制御の応答性に関する質問
Q 57:PLCと比べてフィードバック制御は早い?
PFAはロードセルの荷重値を5kHz(0.2ms)周期でフィードバック制御しております。PLCは他の制御も同時に行うことが多いためどうしてもスキャン速度が遅くなりがちですので、PFAのほうが有利です。
Q 58:荷重制御の応答性は?
PFAは荷重値や変位値、I/OのON、OFFを全て秒5000回監視し、例えばキープ制御を行っている際に目標値と実際の荷重値にズレが生じた場合、5kHz(0.2ms)周期で修正を行うように指示を出しています。ただし、実際にはメカが5kHzの帯域で反応できるわけではないため、実際の荷重値と目標値が一致するまでに時間がかかります。メカの応答性は設備次第となります。
Q 59:ゲインの意味が分からない。
PFAではPID制御のP制御のことをさします。単位は%で値が低ければ目標値に到達するのが遅い代わりにオーバーシュートせず、値が大きければ目標値に到達するのが早い変わりにオーバーシュートしてしまいます。あまりにも大きな値を入れるとスライダが共振してしまうことがあります。
初期設定に関する質問
Q 60:設定は簡単?
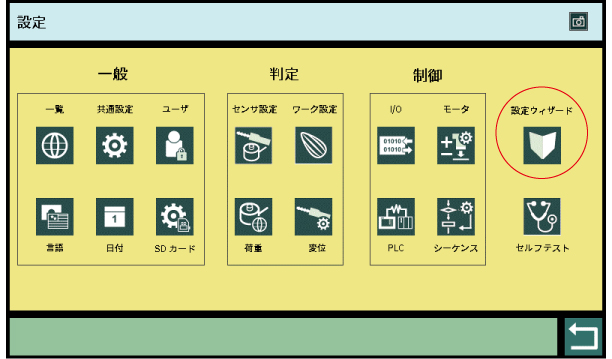
設定ウィザードをご用意しております。順序に沿って設定を入力して頂ければ、初期設定から較正、モータシーケンス、ワーク設定まで行えます。
Q 61:言語対応は?
日本語、英語、中国語が標準装備されています。
Q 62:リードってなに?
ボールネジが1回転した際にスライダが進む距離のことです。位置制御には影響しませんが、正確な速度でスライダを動かしたい場合には適切な値を入力する必要があります。
Q 63:スライダとは?
プレス機の上下に動く機構のことです。油圧プレスなどではシリンダと呼ばれている部分です。
Q 64:モータ1回転の指令パルス数と電子ギア比の関係は?
モータ1回転の指令パルス数とはモータを1回転させる為に必要な指令パルスの数です。例えば、10000と設定した場合PFAから10000回のパルスをサーボアンプに送ることでモータが1回転します。つまり1パルスで0.036°進むことになります。モータ1回転の指令パルス数の値を変化させることで、1パルスでの移動量を変化させ、分解能を変えることができます。電子ギアも同様に分解能を変えるための設定値であり、基本的にどちらか一方をサーボアンプ側で設定することになります。電子ギア比で設定したい場合はモータ分解能が分かっている必要があります。

サーボアンプでは電子ギア比で分解能を設定するのがデフォルトになっている場合が多く、モータ1回転の指令パルス数で設定したい場合には設定を有効にする必要があります。
Q 65:横軸は時間でも判定できる?
PFAでは横軸を時間にすることはできません。横軸は変位のみとなります。
Q 66:汎用I/Oの割付はPFA上からでも行える?
汎用I/Oはもちろん通信により拡張させた場合は補助I/Oの割付もPFA上で行え、I/Oの入出力の状態も監視できます。
ユーザ管理についての質問
Q 67:画面を触れないようにして欲しい
設定などが勝手に書き換えられないようにする方法として、I/Oの「タッチパネル操作禁止」に信号を入力する方法があります。I/Oに入力がある間はタッチパネル操作を受け付けません。またユーザ登録で「OPERATOR」を選択すれば、設定は変更できませんが、操作はできる状態になります。
Q 68:パスワードはある?
ユーザを10名まで登録できます。3段階の権限から1つを選びパスワードを英数字8桁までで設定できます。
パスワードを忘れてしまった場合は弊社にお問合せ頂く必要があります。
Q 69:設定値LOCKをかけて一部の操作だけ行うことはできるの?
操作できる部分とできない部分を自由に選択できるわけではありませんが可能です。3種類のパスワードを設定することができ、電源立ち上げ時にパスワードを入力しないと操作できません。3種類のパスワードでそれぞれ操作できる権限が異なり、①「ADMIN」全ての設定を変更できるパスワード、②「DESIGNER」一部の設定しか変更できないパスワード、③「OPERATOR」設定は一切変更できないが、画面切替やデジタルゼロなど基本的な操作はできるパスワードと権限が異なります。
また「タッチパネル操作禁止」により、外部信号で画面操作を禁止する機能もあります。
用語に関する質問
Q 70:ワークNo.とレシピNo.とは?
ワークNo.には判定に関わる設定を保存でき、レシピNo.は制御に関わる設計を保存できます。ワークNo.とレシピNo.は連動しており、例えばワークNo.5を選択した場合はレシピNo.も5が自動的に選択されます。ただしコピーは個別に行え、ワークは3をコピー、レシピは10をコピーし新しいワークNo.を作成するということができます。
Q 71:ワークは何種類まで登録できますか?
PFAはワーク(レシピ)を16種類まで登録できます。登録できる数を拡張できる機能もありますので、ご要望の方はご相談ください。
Q 72:管理No.とは?
CC-Link、DeviceNetでは英数字20文字まで、EtherNet/IP、Ethernet、USB、バーコードリーダでは64桁まで入力でき、ワークのシリアルNo.や製造No.と連動させることが出来ます。バーコードリーダやインターフェイスから読み込むことで、測定結果と紐付けることができます。
Q 73:機器ID.とは?
PFA自体に0~999までの数字を割り当てることができ複数台PFAを使う場合にどのPFAで測定したデータなのかを後から簡単に判別できます。
判定に関する質問
Q 74:リアルタイム波形と測定波形の違いは?
リアルタイム波形は電源が投入されている間、常に波形を描き続けております。測定波形は測定開始条件を満たしてから測定終了条件を満たすまでの区間、波形を描きます。一般的にリアルタイム波形でプレスの全体を監視し、測定波形は判定を行いたい部分のみに限定して波形を描きます。
Q 75:リアルタイム波形と測定波形は片方しか見られない?
画面の操作で切り替えることで両方の波形を確認頂けます。
Q 76:波形比較判定とは?
波形を点ではなくゾーンで判定します。良品波形の上下に幅をもたせ、その間を通ればOKという判定を行い、ゾーンで監視することにより想定外の不良も発見できます。例えば、最初のカジリが大きくてワークが破損した、圧入途中でワークが割れてしまったなどを発見できます。
Q 77:ホールド判定とは?
区間を指定し、その区間内の条件を満たした点で上下限判定を行えます。例えばピークホールドは区間内の最大荷重をホールドし、その際の変位値と荷重値それぞれに対して上下限判定を行えます。
Q 78:最大何点までホールドできる?
1回の計測で最大5点となります。ホールドの組み合わせは自由に選べます。範囲もそれぞれ自由に設定できます。範囲の指定は設定からも行えますしシーケンス連動や外部信号、通信で指定することができます。
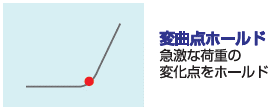
Q 79:変曲点ホールドとは?
荷重の変化点を捉えるホールドです。例えば圧入の際にプレスの胴付きで荷重が一気に高くなる直前の荷重を自動で捉えます。ワークに個体差があったり、プレス開始位置がずれたりしても逃さず変化点を捉える為、正しい良否判定が行えます。
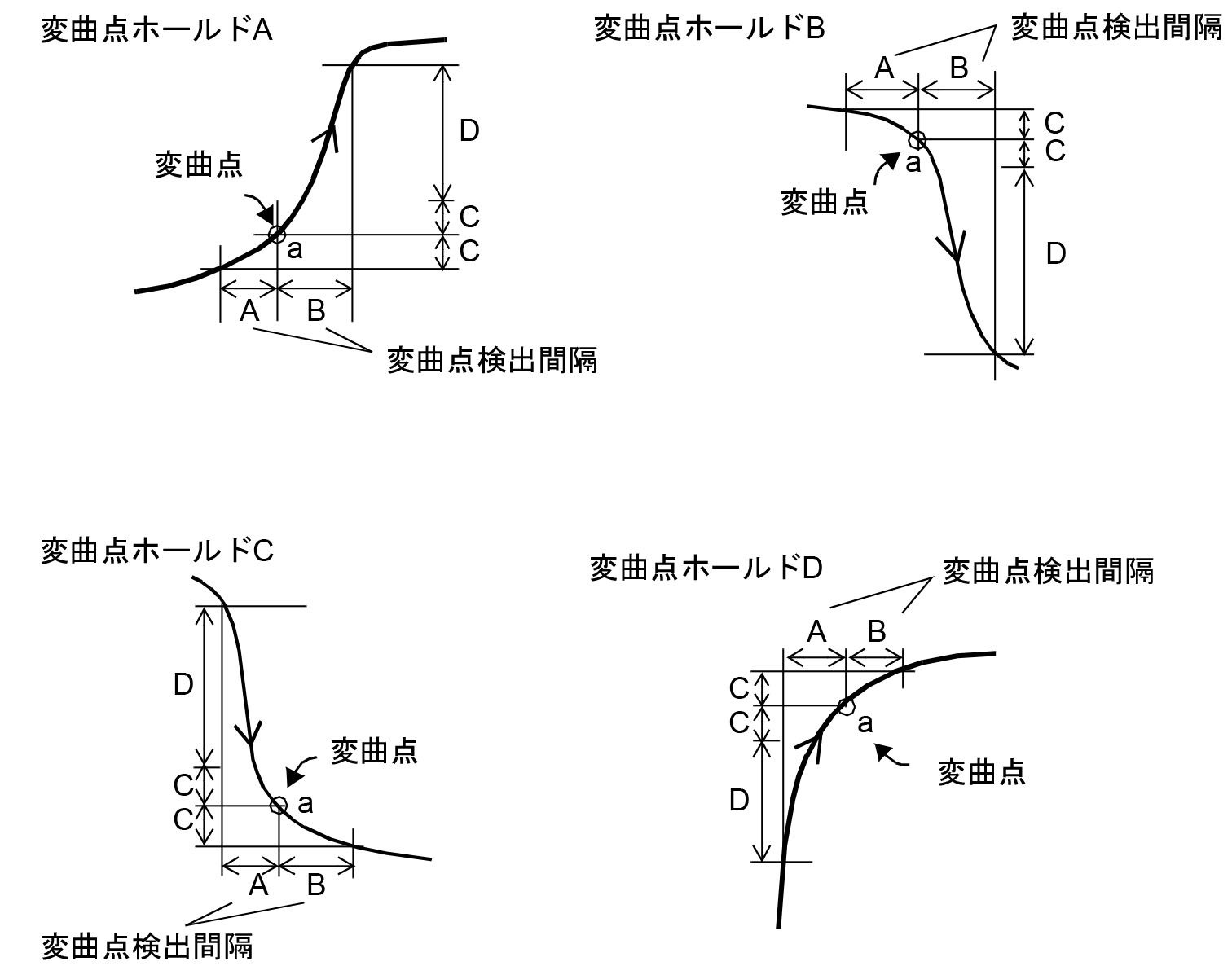
Q 80:変曲点ABCDホールドとは?
いずれも急激な荷重の変化点を捉えるホールドです。
それぞれのホールド点は下記を参照ください。
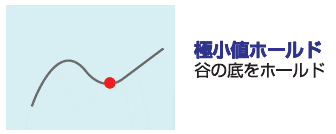
Q 81:極大値ホールドとは?
山の頂点を捉えるホールドです。単純に最大荷重をホールドするわけではなく荷重が一度下がるのを検出する必要があるため、荷重が一度抜けるとOKなワーク、もしくは荷重が一度でも抜けたらNGのワークなどの判定に最適です。最後に再度荷重があがる必要があります。

Q 82:極小値ホールドとは?
谷の底を捉えるホールドです。単純に最小荷重をホールドするわけではなく、荷重が下がった後に再度上がり谷が形成される必要があります。複雑な形状のワークなどは変曲点手前で荷重が上がる場合もあるため、変曲点では別の場所をとってしまう恐れがある場合などに有効です。
Q 83:終点変位ホールドとは?
他のホールドは波形の始点からの相対変位で判定を行うのに対し、終点変位は変位の絶対値を基準とし、波形が一番進んだ変位に対して判定を行えます。波形の測定開始点がずれた場合や、ワークの押し込み量が正しかったかなど、絶対値の変位をもとに判定を行いたい場合に最適なホールドです。
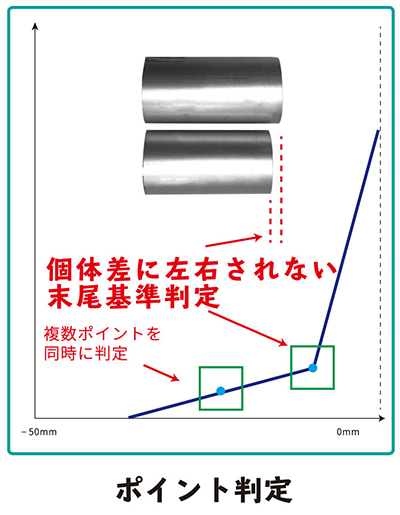
Q 84:末尾基準判定とは?
測定終了変位を0mmとして過去に遡って波形を描画する機能です。測定終了点を基準とするため、プレスの原点がずれたり、プレス開始位置がずれたり、測定開始位置がずれたり、ワークに個体差があったりしても影響を受けず正しいポイントで毎回判定が行えます。ただし、全てのホールドと波形比較の判定が測定終了後にしか出力されません。
Q 85:リアルタイムで判定がでるホールドは?
常時比較、サンプル、ピーク、ボトム、P-PはリアルタイムでHI、LO、OKの判定が出ます。
極大値、極小値、変曲点、平均値は測定終了時に判定ができます。ただし、末尾基準にした場合は全てのホールドが測定終了時に判定となります。
Q 86:測定波形は戻りが見えない?
リアルタイム波形と違い測定波形は戻りの波形が描画されません。ただし、ワークNo.ごとにX軸の符号を選択できるため、行きと戻りを同時に描画はできませんが、分けて描画&個別に判定は行えます。
Q 87:荷重(変位)値はオフセットできる?
荷重の場合は「ゼロオフセット」、変位の場合は「変位初期ポジション」に入力することでオフセットが可能です。ただし、「ゼロオフセット」は制御にも影響しますが、「変位初期ポジション」は計測にしか影響しません。
Q 88:ワークNo.は何種類?
判定に関わるワークNo.と制御に関わるレシピNo.をそれぞれ256種類持っております。複数のワークでそれぞれ制御を変えたり、判定を変えたりする場合に有効です。
制御と判定の連携に関する質問
Q 89:ホールドNGでプレスを止めたい。
PFAは自身の出力信号を監視できるため、リアルタイムで判定されるホールドであれば、Watchで監視し、すぐにプレスを止めることができます。
また判定分岐というコマンドもあり、ホールドと違い数値の情報は残りませんが、その瞬間の荷重値と変位値が適正か判断し、異常な場合はジャンプすることができます。
Q 90:ある荷重(変位)になったら測定を開始したい。
ワーク設定の測定開始条件を「外部信号+荷重(変位)」にすることで任意の荷重(変位)から測定を開始することができます。
Q 91:ある荷重(変位)になったらホールドを開始したい。
I/Oのタイミング出力を利用することで任意の荷重で出力をONすることができますので、その信号をホールド開始信号に配線することで任意の荷重からホールドを開始できます。
Q 92:波形比較で線に触れた瞬間にプレスは止められる?
波形比較機能では計測値が設定波形に触れた瞬間に出力がでます。(末尾基準判定の場合は除く)従来のPLC経由と比べてPLCのスキャンタイムや通信のタイムラグの影響を受けない分より早くプレスを止めることが可能です。
Q 93:タイミング出力とは?
任意の荷重(変位)の範囲内で出力をONする信号です。最大2ch選択できます。リアルタイムの荷重(変位)値で周辺機器の動作を制御したい場合などに有効です。
Q 94:エラーをすぐに発見したい。
PFAはメイン画面に全てのエラーを表示しております。計測に関わるエラー、制御に関わるエラー、モータやロードセル、変位計、SDカードのエラーなど異常があった際はメイン画面を確認することで原因をいち早く特定できます。
SDカードに関する質問
Q 95:SDカードで何ができるの?
1GByteで8万回の計測データを保存できます。最大32GByteまで対応しております。また設定値の保存や書き込み、現在の画面をビットマップ形式で保存することもできます。
Q 96:SDカードで見られるデータは?
機器ID、管理No、日付、時間、ワークNo、測定を開始した変位の絶対値、測定を終了した変位の絶対値、波形比較の判定結果、ホールドの判定結果、5ポイントの荷重と変位のホールド値、波形の2000ドットの荷重値と変位値などを見ることができます。
Q 97:SDカードは市販の物でもいい?
基本的には動作保障をしているユニパルスから販売しているSDカードを推奨します。
SDカードによって内部のデータの読取方法が異なります。例えばデータがいっぱいになった際に一番古いデータを削除する設定にしていた場合に、一番古いデータを探すのに10秒程度時間がかかってしまうSDカードもあるため、計測に失敗する可能性があります。
Q 98:SDカードのデータはそのままパソコンで開ける?
弊社のHPよりフリーソフトをダウンロードして頂きSDカードの中のデータをCSV形式に変換して頂く必要があります。SDカードの中のデータは検索を行い特定のデータだけCSV化も可能です。

Q 99:インターフェイス経由で上位からSDカードの中のデータを見たい。
上位からSDカードの中を直接見ることはできません。カード内のデータはPC内でフリーソフトによりCSV形式に変換した上、エクセルなどで閲覧できます。
Q 100:SDカードの読み出しの際の機器個別とは?
機器IDや、変位とロードセルの較正全般(フィルタやオフセットも含む)、オプション設定全般です。
読み出し時に機器個別を含むか含まないかを選択できます。
Q 101:波形をPCでもすぐに見たい。
PFAは画面のスクリーンショット機能があります。また判定がNGだった場合は、自動でスクリーンショットを取る機能もあります。写真は最大1000枚保存され、以降は一番古い写真から削除されます。
導入後によくある質問
Q 102:モータ指令パルス出力の電源は外部から供給する必要がある?
PFA内部から5Vを供給しているため不要です。グランドレベルを共通にするためにモータI/Oの1、26、33、50ピンのいずれかに5V電源のグランドを接続してください。1、26、33、50ピンは内部で接続されておりますので、どのピンに繋いで頂いても構いません。
Q 103:GNDはどうなっている?
同じ信号名のピン同士は内部で接続されています。またモータI/Oコネクタの「+5V_RTN」と「24V_RTN」、「MOTORコネクタ」と「I/Oコネクタ」は絶縁されています。
Q 104:モータ1回転あたりの指令パルス数に入力する値が分からない。
サーボアンプ側の指令パルスの分解能を電子ギア比で入力している場合は下記の計算で求めてください。
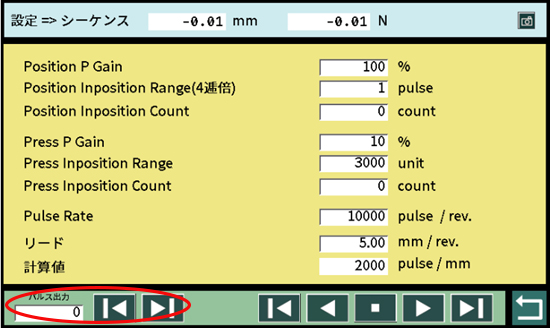
Q 105:リードに入力する値が分からない。
ボールネジの場合はネジピッチを入れてください。ただし、減速機がついている場合は、ネジピッチを減速比で割った値を入力してください。PFAは少数点2桁までリードを入力できます。
また下の図のように指令パルスを入力し、動作させることができます。1回転あたりの指令パルス数を入力し、動作させ、進んだ距離がリードになります。
ここで入力した値は位置制御には影響せず、速度に影響します。
Q 106:変位の較正方法は?
実負荷較正と等価入力較正の2種類があります。実負荷較正はマイクロメータなどで移動量を計測し実際にスライダを移動させた量を入力してください。等価入力較正は変位計の場合は分解能を入力してください。サーボモータの場合は設定した帰還パルスの分解能を入力してください。
Q 107:pulseとpulse(4逓倍)の違いは?
A/B相パルスにより分解能は1パルスを4分割できます。変位の較正などは4分割する前のパルス数を入力してください。
Q 108:ロードセルの較正方法は?
実負荷較正と等価入力較正の2種類あります。実負荷較正は分銅などで実際に負荷をかけた荷重を入力してください。等価入力較正はロードセルのデータシートに記入されている定格容量と定格出力の値をそれぞれ入力してください。
Q 109:実負荷較正と等価入力較正の違いは?
実負荷較正は分銅などで実際に負荷をかけ較正を行うため高い精度で較正が行えます。そのため、重量計測用途では実負荷較正が主流です。
しかし荷重計測用途の場合、質量と違い応力を扱うためロードセル取り付け方法の都合で実負荷を掛けることが困難なケースが多いので、ロードセルの試験成績書を基に数値入力を行う等価入力較正が主流です。
Q 110:較正後に単位をkNからkgfに変更したい。
PFAには単位換算機能はありません。また小数点位置も自動で移動しません。そのため単位を変更したい場合は、較正をやり直す必要があります。
Q 111:外部からサーボオンする場合は信号を入れ続ける必要がある?
サーボオン信号はレベルですので、ONを保持する必要があります。OFFにした場合現在のシーケンス を停止し、JOG運転も出来ません。PFAの試運転画面でサーボオンを行っている場合はそちらが優先されます。
Q 112:指令パルスの最大出力周波数は?
最大500kpulse/secです。スライダの最高速度から1パルスあたりの変位の分解能をどこまで上げられるか計算する必要があります。
例えばスライダの最高速度が100mm/secの場合は1パルスあたりの変位量は0.2μmとなり、最大分解能は0.05μmとなります。(モータもしくは変位計の分解能がそれ以上ある前提です。)
Q 113:POT(NOT)が常にOFFになっている。
POT(NOT)はデジタルI/Oの入力信号に「正転禁止」(「逆転禁止」)を割り当てていない場合は常にOFFになっております。専用端子台のPOT(NOT)を短絡することでONになります。近接スイッチなどと連動してモータの動作を止めたい場合はデジタルI/Oに「正転禁止」(「逆転禁止」)を割り当ててください。
Q 114:前進端、後進端とは?
PFAで設定できるソフトリミットになります。スライダの動く範囲を制限することができます。ただし、原点からの相対値ですので、原点の位置がずれてしまうとソフトリミットの位置もずれてしまいます。PFAではスライダが伸びる方向を正方向と定義しているため、前進端の範囲を超えた場合はPOTの信号がOFFになります。また後進端の範囲を超えた場合はNOTの信号がOFFになります。
Q 115:計測波形が描画されない。
計測波形を描画するためには測定開始条件を満たす必要があります。測定を開始する方法は下記の方法があります。
①メイン画面の▶ボタンを押す。
メイン画面の測定状態が「Sampling」になっていれば測定が始まっております。
「Wait LV.」になっている場合は「設定」→「ワーク設定」より「測定開始条件」が「外部信号+荷重」もしくは「外部信号+変位」となっています。そのレベルを横切らない限り測定は開始されません。最初からそのレベルを超えていた場合も測定が開始されません。
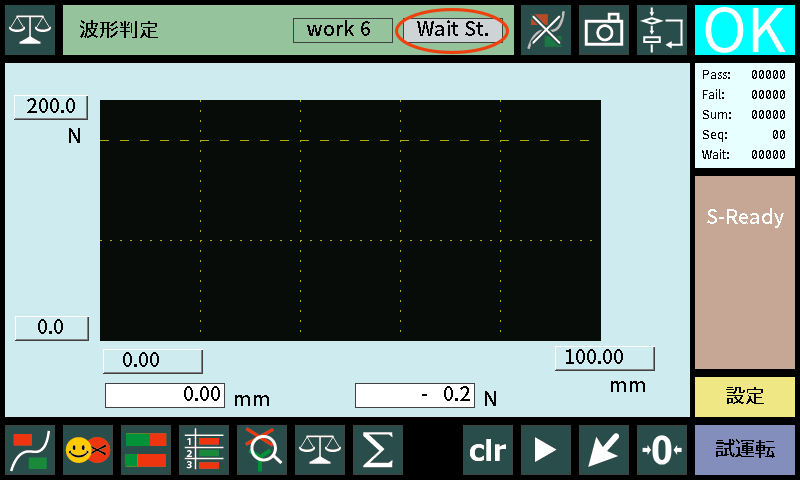
②I/Oや通信などから「測定開始」を入力する。
「WaitLV.」の場合は上記と同様です。「WaitOff」の場合は、測定開始信号がOFFされておりません。測定開始信号はOFF→ON→OFFで測定が開始されます。「Wait St.」から変化しない場合は、測定開始信号のONの時間が短すぎます。1.5ms以上はONしてください。
③シーケンス中に「測定開始」コマンドを組み込む。
「WaitLV.」の場合は上記と同様です。「Wait St.」から変化しない場合は、その行に到達していない、もしくはジャンプで飛ばされています。
動作後によくある質問
Q 116:数字がふらつく。
フィルタを調整してください。ローパスフィルタなら値を小さく、移動平均なら値を大きくすると有効です。それでも収まらない場合はふらつきの原因となる要因を取り除いてください。
Q 117:JOG運転が出来ない。
下記の要因が考えられます。
① サーボアンプのエラーが出ている。
② 配線が正しく接続されていない。
③ モータの励磁ブレーキが解除されていない。
④ サーボオンしていない。
⑤ FSSTOPが短絡されていない。
Q 118:シーケンスが実行されない。
JOG運転が出来るか確認してください。JOG運転が出来る場合は、原点登録が行なわれているかご確認ください。原点登録が行なわれている場合は、シーケンスが正常かご確認ください。現在どの行でシーケンスが止まっているかはメイン画面から確認できます。
速度や加速度が早すぎる場合などは、シーケンスが実行されません。

Q 119:シーケンスは実行されるが、毎回エラーで止まる。
サーボアンプのエラー番号を確認し、サーボアンプの取扱説明書をご確認ください。トルクリミットを越える荷重制御を行なっている、プレス機が滑らかに動いていないなどの原因が考えられます。
Q 120:ワークNo.が変更できない。
タッチパネル上で変更したい場合は、測定ワーク切替を「設定」にする必要があります。設定になっている場合は計測が測定中の可能性があります。メイン画面の測定スタートボタンで測定を終了してください。通信で変更したい場合は測定ワーク切替を「外部入力」に変更し、且つ設定のPLC内の入力選択2を「通信」に変更してください。
Q 121:ワークNo.が確実に切り替わったことを確認してからシーケンスを実行したい。
レシピの最初にワークNo.切替の各入力信号が入っていることを「If」のコマンドで確認してから動作を開始することでワークNo.の切替を監視できます。
Q 122:保存したシーケンスが出てこない。
PFAのシーケンスは現在のBankのワークNo.16種類を除きSDカードに保存されます。SDカードを挿した状態で電源投入をお願いします。SDカードを挿している場合はワークNo.が違う可能性がありますので、シーケンスを保存したワークNo.を指定してください。ワークNo.内の設定をSDカードに保存していない状態でBankを切り替えた場合、設定が消去されますので、ご注意ください。
Q 123:テンプレートで選択できる速度は?
高速が50mm/s、中速が20mm/s、低速が10mm/sです。テンプレート完成後に細かく変更可能です。
Q 124:汎用出力をONにしたあとは自動でOFFになる?
シーケンスが再スタートする際にOFFにリセットされます。
Q 125:位置制御と力制御の時間リミットを無効にしたい。
タイムアウト時間に0と入力して頂ければ無効になります。
Q 126:オーバーロードを解除したい。
メイン画面の「Clr」ボタンを押すか、デジタルI/Oの入力信号に「リセット」を割り当て外部から入力してください。入力信号に「アラームリセット」がありますが、こちらはモータのエラーをリセットする信号ですのでご注意ください。荷重の負荷を取り除けない場合は一度オーバーロードの設定値を変更し、サーボモータを動かし負荷を取り除いてから再度設定を戻してください。
Q 127:原点復帰を途中で止めるには?
「シーケンス停止」信号を入れてください。
Q 128:PLCを使わずに条件を変えて連続動作を行いたい。
同じシーケンス内で動作を複数用意する場合はコマンドの「If」と「カウンタ」を使用してください。回数ごとに分岐を変えることができます。異なるシーケンスを実行する場合はコマンドの「レシピ変更」を使用してください。
Q 129:CC-Link、DeviceNet、EtherNet/IP、Ethernetのスキャンタイムは?
CC-Link以外は1,000回/秒で、CC-Linkのみ200回/秒です。ただし、PLC側のスキャンタイムがそれ未満の場合はそちらに依存します。
Q 130:EtherNet/IPのサイクリック通信の入力データはどこに入る?
PLCのデータメモリ領域の任意のデバイス番号を指定すれば、現在荷重、現在変位、判定、ホールド1~5の荷重値、変位値、判定、波形比較の荷重値、変位値、判定の順番に最大21個のデータを取得できます。デジタルI/Oの場合はリレーメモリ領域の任意のデバイス番号を指定してください。
Q 131:バックライトが消えないようにしたい。
設定の共通設定よりバックライトの点灯時間を0sに設定すれば、バックライトがつきっぱなしになります。またI/Oの「タッチパネル強制点灯」をONにした場合もバックライトは消えません。
制御時の問題点に関する質問
Q 132:制御が急加速、急減速になる。
加速度、減速度を設定できます。速度、ゲイン、加速度、減速度を調整することで、滑らかな動作にすることができます。
Q 133:加速度の設定はどこで行う?
「設定」→「モータ」で設定できます。レシピ毎やシーケンスの段階毎の加速度に変更したい場合は、コマンドの「加速度」を選択し、目標値を設定してください。
Q 134:減速度の設定はどこで行う?
「設定」→「モータ」で設定できます。レシピ毎やシーケンスの段階毎の減速度に変更したい場合は、コマンドの「加速度」を選択し、減速度を選択後、目標値を設定してください。
Q 135:プレスの最大荷重が表示されない。
測定波形が先頭基準の場合、プレスの押し切り時の最大荷重がグラフに残らない可能性があります。
最大荷重を表示したい場合は末尾基準をご利用いただくか、ピークホールドをご使用ください。また測定終了後に待機のコマンドを入れた場合は、測定終了後最大荷重が出ている可能性がありますので、順番を入れ替えてください。
Q 136:STEP運転で進む距離が毎回違う。
仕様上、そのようになることはあります。設定でSTEP量とSTEP速度を設定できますが、STEP量の単位はcountでPFAの処理回数となっております。PFAの処理速度は5,000回/秒ですので、仮に5000という値を入力すれば1秒となります。STEP運転では設定カウント分設定速度で動作を行います。設定が距離ではなくカウント数のため、進む距離は毎回異なる可能性があります。
つまりSTEP速度で設定した速度で動き、STEP量で設定したカウント数に到達するまでの時間だけスライダを進ませるという動きを行っております。
Q 137:力制御で共振してしまう。
PFAの設定値を変更する前から共振している場合はサーボアンプ側のオートチューニングを行なってください。PFAの設定値を変更した後に共振した場合は、プレスインポジションの設定をご確認ください。プレスインポジションPゲインの値が高すぎる、プレスインポジションレンジの範囲が狭すぎる、プレスインポジションカウントの時間が長すぎるなどの原因が考えられます。
またゲインの値はシーケンス中でも変更できるため、レシピ内のゲインの設定値が適切かご確認ください。
Q 138:キープ制御だとタクトと安定性の両立ができない。
キープ制御の前に低いゲインで同じ目標値で力制御を行うことをお勧めします。
その後キープ制御を行ってください。
そのほうがオーバーシュートせず且つ安定した押し付け制御が行えます。
例
・速度 10mm/s
・ゲイン 10%
・力制御 5kN
・速度 50mm/s
・ゲイン 50%
・キープ 5kN 3000ms
Q 139:キープ制御を使っても一定の荷重で押せない。
2パターン改善方法があります。
①「設定」→「一覧」より「Filtered FB」を「YES」にしてください。力制御がフィルタを通した後の値を有効にします。その後「設定」→「荷重」からロードセルのローパスフィルタを小さな値、もしくは移動平均フィルタを大きな値にしてください。
そのため、ローパスフィルタの値を小さくすれば(もしくは移動平均フィルタに大きな値を入力すれば)、その分値がふらつかなくなり、制御も安定します。
デメリットとしてはフィルタを重くすればその分応答性が遅れるため、実際にワークにかかる荷重が一瞬高い値になってしまいます。その後は応答が追いつき、実際にワークにかかる荷重と表示値がイコールになるため、安定して一定の荷重をかけられます。
②設定→シーケンスの中のPress Inposition Rangeの設定値を大きくしてください。
インポジションレンジを大きくすることで振動の周波数は低くなっていきそのうち振動しなくなります。
ただレンジを大きくするデメリットとしては値が目標値から少し外れてもその値を許容してしまいます。
例えば、レンジの値が小さいと5kNの目標値に対し、4.9kNの値までロードセルの値が下がれば、5kNになるようにP制御を行いますが、レンジの値を大きくすると4.9kNをOKとしてしまい、4.8kNまで下がらないと P制御で5kNに戻そうとしなくなります。
Press Inposition Rangeに単位はなく1unit=PFAの最小入力感度となります。
どの程度の数字を入れれば0.1kNに相当するのかはロードセルの定格容量と定格出力次第となります。
レンジの値が低いと振動が起きてしまうのは、サーボモータの溜まりパルスやメカの応答性が原因です。
PFAは目標値から実際の荷重がずれてしまった際にPID制御のP制御で値を5kHz(0.2ms)周期で修正しにいきますがサーボモータは受け取ってもすぐにその値になるようにプレス機を動かすことができず、少し遅れて動き出します。(サーボモータ側のゲインを上げれば追従性は早くなりますが、オーバーシュートしてしまい、結果さらに値が安定しません。)また、メカの応答性もそこまで速くはできないと思われますので、どうしてもPFAの指令どおり忠実に動くことができず、その結果、値がふらつきます。
特にワークや設備の剛性が高いと振動しやすくなります。
・サーボアンプのゲイン値を見直す。
・フィルタを調整する。
・Press Inposition Rangeの値を調整する。
以上の3点を変更しながら調整することでより安定した荷重を実現できるようになるかと思われます。
Q 140:1回目と2回目でアプローチの速度が変わってしまった。
シーケンスのリスタートでは速度、ゲインはリセットされません。そのため、直前のシーケンスで速度やゲインを変更していた場合は、その状態で動作してしまいます。レシピの先頭で、速度、ゲインを設定しなおすことをお勧めします。
Q 141:位置制御の速度を変えたら、荷重制御の速度も変わった。
ゲインは位置と力が別に設定できますが、速度は共通となっております。それぞれの制御の前に速度のコマンドを設定してください。
Q 142:位置制御が目標値よりも前で止まってしまう。
インポジションレンジの値が影響しております。インポジションレンジは「設定」→「シーケンス」内に下記の設定項目があります。正確には「Position Inposition Range」です。
インポジションレンジは位置制御がその範囲内に入ったら制御が終わったと認識する範囲です。
デフォルト値は5pulse(4逓倍)になっておりますが、例えば1パルス(4逓倍)で1μm進むように設定されていた場合は、インポジションレンジの値がデフォルト値のままであれば位置制御は5μm前で止まってしまいます。インポジションレンジの最小値は1ですが、位置精度を更に上げたい場合は1パルスで進む距離を更に小さな値になるようにサーボアンプの設定を変更してください。
Q 143:荷重制御が目標値よりも前で止まってしまう。
荷重インポジション範囲が大きいため、目標値に到達するまえに荷重制御を終了している可能性があります。コマンド「荷重ゲイン」でインポジションレンジを選択し、インポジション範囲を小さくするか、インポジションカウントを0より大きな値に変更してください。
「荷重ゲイン」と「速度」を大きくすることでも目標値に到達しやすくなります。
また、ロードセルのローパスフィルタを低い値にしたり、移動平均を入れている場合は、実際には目標値まで押しているが、表示が目標値よりも低い値になっているだけの可能性もあります。
Q 144:インポジションカウントの単位のcountとは?
PFAの処理回数となります。PFAは5000回/秒の速度で処理を行っている為、例えば5000countと入力すれば1秒に相当します。
Q 145:荷重インポジションレンジのunitとは?
印加電圧 10 V の場合 1 unit はおよそ 3*10^-7 mV/V に相当します。
印加電圧 5 V の場合 1 unit はおよそ 6*10^-7 mV/V に相当します。
印加電圧 2.5 V の場合 1 unit はおよそ 12*10^-7 mV/V に相当します。
Q 146:制御がオーバーシュート(もしくは発振)する。
コマンドの「位置ゲイン」、「荷重ゲイン」でそれぞれ位置制御中の減速度、荷重制御中の減速度を設定できます。単位は%で値が大きければ、目標値まで早く到達しますが、オーバーシュートする可能性が高まり、値が低ければ、目標値までの到達が遅くなりますが、オーバーシュートしづらくなります。
Q 147:荷重制御が目標値よりも高い値になってしまう。
「設定」→「一覧」→「Filtered FB」がYESになっている場合はそれが原因です。
フィルタを通した後の荷重値で制御しているため、オーバーシュートしやすくなります。
「Filtered FB」がNOの場合は「速度」と「荷重ゲイン」を小さな値に変更することがお勧めです。
ただしタクトが遅くなるため、その方法を取りたくない場合は、荷重インポジションレンジを大きくすることで、制御目標値のかなり手前で制御を終了することで、目標値からオーバーシュートしないようにすることができます。
表示上だけはロードセルのローパスフィルタと移動平均を調整すれば荷重値を低く見せることもできますが、実際にワークには高荷重がかかってしまっています。
またこの問題はモータのオートチューニングがうまくいっていない際にも起こる現象です。
上記の改善を試しつつ、モータのオートチューニングを再度行ってください。

